
Unter Entgraten versteht man das Entfernen von Graten und scharfen Kanten, die beim Schneiden, Stanzen oder Fräsen von Metallteilen entstehen. Diese Grate können Verletzungen verursachen und die Funktion von Teilen bzw. Baugruppen beeinträchtigen. Dieser Artikel zeigt, welche Verfahren Meyer BlechTechnik einsetzt und worauf Sie auf der Zeichnung achten sollten.
Warum ist Entgraten in der Metallbearbeitung wichtig?
Entgraten erfolgt hauptsächlich maschinell durch Verfahren wie Schleifen, Bürsten oder Gleitschleifen (Trowalisieren). Bei Meyer BlechTechnik kommen modernste Entgratanlagen und Breitbandschleifmaschinen zum Einsatz, je nach Werkstückgeometrie und Stückzahl maschinell, manuell oder durch Trowalisieren. Das Ergebnis sind gratfreie, matte und funktionale Oberflächen, ideal für den rohen Einsatz oder beschichtete Bauteile.
Quick-Facts:
- Trowalisieren: Geeignet für kleine Teile bis 315 mm Diagonale.
- Maschinelles Entgraten: Bleche bis 6000 × 1600 mm mit hoher Präzision.
- Kantenverrundung: Bis R2 mit hoher Reproduzierbarkeit möglich.
Die wichtigsten Gründe für das Entgraten
Sicherheit am Arbeitsplatz
Durch das Entfernen scharfer Kanten werden Schnittverletzungen verhindert. Entgratete Werkstücke sind sicherer in der Handhabung und steigern die Arbeitssicherheit entlang der gesamten Produktionskette.
Präzision und Passgenauigkeit
Gratfreie Kanten gewährleisten exakte Toleranzen und verhindern Montageprobleme. Die Meyer BlechTechnik AG bietet Kantenverrundungen bis R2 mit hoher Reproduzierbarkeit, entscheidend für Baugruppen mit engen Passungen.
Längere Lebensdauer von Bauteilen
Scharfe Kanten und Kerben können als Spannungskonzentratoren wirken und die Ermüdungsfestigkeit reduzieren, insbesondere bei dynamisch belasteten Bauteilen. Durch gezieltes Entgraten lässt sich diese Kerbwirkung verringern und die Stabilität verbessern.
Ästhetik und Oberflächenqualität
Eine glatte, homogene Kante verbessert nicht nur die Optik, sondern auch die Haftung von Pulverbeschichtungen oder Lacken, da Beschichtungen an scharfen Kanten oft geringere Schichtdicken aufweisen. So entsteht eine Oberfläche, die technisch und visuell überzeugt.
Effiziente Weiterverarbeitung
Sauber entgratete Werkstücke sind optimal für nachfolgende Prozesse wie Lackierung, Beschichtung oder Schweissen vorbereitet. Für präzise Passungen und reproduzierbare Ergebnisse sind gratfreie Kanten dabei von Vorteil.
| Problem | Lösung durch Entgraten(kW) |
|---|---|
| Verletzungsgefahr durch scharfe Kanten | Sicherheit für Mitarbeitende entlang der Produktionskette |
| Montageprobleme durch Grate | Exakte Toleranzen, saubere Passungen |
| Kerbwirkung an scharfen Kanten | Reduzierte Spannungskonzentration, bessere Ermüdungsfestigkeit |
| Geringere Schichtdicke an Kanten | Gleichmässige Haftung von Beschichtungen |
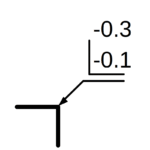
Kantenbruch: Was auf der Zeichnung definiert werden sollte
Der Kantenbruch sollte auf der Zeichnung definiert sein. Für normale Anwendungen reicht in der Regel ein Kantenbruch von -0,1 bis -0,3 mm.
Ohne Angabe auf der Zeichnung entscheidet die Produktion nach betrieblichem Standard, was zu unterschiedlichen Ergebnissen zwischen Aufträgen führen kann.
Praxistipp: Definieren Sie den Kantenbruch direkt auf der Zeichnung, idealerweise mit dem entsprechenden Kantenbruchzeichen. Das vermeidet Rückfragen und stellt sicher, dass alle Kanten gleichmässig bearbeitet werden.
Oberflächenoptik und Sichtseite
Die Oberflächenoptik verändert sich je nach Entgrat Methode. Maschinelles Entgraten und Breitbandschleifen erzeugen eine gerichtete Schliffstruktur, während Trowalisieren eine gleichmässig matte, ungerichtete Oberfläche hinterlässt.
Wenn keine Veränderung der Oberflächenoptik zulässig ist, muss dies bei gewünschtem Entgraten auf der Zeichnung ausdrücklich definiert werden. Dabei ist eine Sichtseite festzulegen, damit sichergestellt ist, dass die relevante Seite die gewünschte Optik erhält. Fehlt ein entsprechender Hinweis, gilt eine Veränderung der Optik als zulässig.
Praxistipp: Markieren Sie die Sichtseite mit einem Pfeil und Notiz oder dem entsprechenden Symbol klar erkennbar auf der Zeichnung, besonders bei unbeschichteten Bauteilen.
Wirtschaftliche Vorteile und Prozessintegration
Das Entgraten ist nicht nur eine Qualitätsmassnahme, sondern auch ein wirtschaftlicher Faktor. Die Meyer BlechTechnik AG setzt auf modernste Entgratanlagen, so zum Beispiel vom Hersteller Lissmac, welche je nach Geometrie das beidseitige Entgraten in einem Durchgang ermöglichen. Dadurch werden die Bearbeitungszeiten reduziert und die Kosten pro Werkstück deutlich gesenkt.
Vorteile auf einen Blick:
| Vorteil | Auswirkung |
|---|---|
| Automatisierte Abläufe | Zeitersparnis pro Werkstück |
| Effiziente Prozessführung | Geringere Produktionskosten |
| Integrierte Qualitätskontrollen | Höhere Prozesssicherheit |
| Konstante Bearbeitung | Gleichmässige Oberflächenqualität für Klein- und Grossserien |
Damit ist das Entgraten bei Meyer BlechTechnik nahtlos in die digitale Fertigungskette integriert, von der CAD-Planung über das Laserschneiden bis zur Oberflächenveredelung.
Technische Kompetenz und Verfahren bei Meyer BlechTechnik
- Breitbandschleifmaschinen für Bleche bis 1600 mm Breite
- Automatische Entgratmaschinen für beidseitige Bearbeitung
- Trowalisieren für Kleinteile bis 315 mm Diagonale
- Kantenverrundung bis R2 für präzise Funktionsteile
- Körnungen von K80 bis K320 für individuelle Oberflächenanforderungen
Regelmässige Schulungen und Qualitätskontrollen sichern eine gleichbleibend hohe Fertigungsqualität.
Tipps für optimale Entgrat-Ergebnisse:
- Wählen Sie das passende Verfahren abhängig von Material und Geometrie.
- Integrieren Sie das Entgraten frühzeitig in Ihre Fertigungsplanung.
- Achten Sie auf die richtige Kombination aus maschineller und manueller Bearbeitung.
- Planen Sie Kantenverrundungen gezielt ein, um Haftung und Sicherheit zu erhöhen.
Fazit
Entgraten ist weit mehr als ein Feinschliff, es ist ein zentraler Bestandteil moderner Metallbearbeitung. Es steigert die Sicherheit, verbessert Funktion und Ästhetik und senkt zugleich Produktionskosten.
Mit modernster Technik, umfassender Erfahrung und Schweizer Qualitätsanspruch sorgt die Meyer BlechTechnik AG dafür, dass Ihre Werkstücke perfekt vorbereitet in den nächsten Fertigungsschritt gehen.
Sind Kantenbruch und Sichtseite auf Ihrer aktuellen Zeichnung definiert?
Kontaktieren Sie Meyer BlechTechnik AG für Ihre individuelle Entgrat-Lösung, präzise, wirtschaftlich und aus einer Hand.
Teilen Sie diesen Artikel:
Teilen Sie diesen Artikel:
FAQs
Weil es Sicherheit, Funktionalität und Qualität zugleich verbessert. Gratfreie Kanten reduzieren Verletzungsrisiken und gewährleisten präzise Passungen.
Automatisches beidseitiges Entgraten, Breitbandschleifen, Bürsten und Trowalisieren, je nach Werkstückgrösse und Material.
Bleche bis 1600 mm breite und Kleinteile ab 20 mm Diagonale, aus Stahl, Chromstahl oder Aluminium.
Durch glatte, gerundete Kanten haften Pulverbeschichtungen und Lacke besser, da Beschichtungen an scharfen Kanten oft geringere Schichtdicken aufweisen. So entstehen langlebigere Oberflächen.
Ja, da die Maschinen je nach Geometrie nicht nur die Aussenkontur, sondern auch innere Konturen entgraten, ist das maschinelle Entgraten erheblich wirtschaftlicher.
Ja, die Entgratung kann als eigenständiger Dienst oder als Teil eines kompletten Fertigungsprozesses beauftragt werden. Wir bieten allerdings eine komplette Blechbearbeitung an. Aus logistischen Gründen ist das Zuschneiden bei uns vor Ort oft




